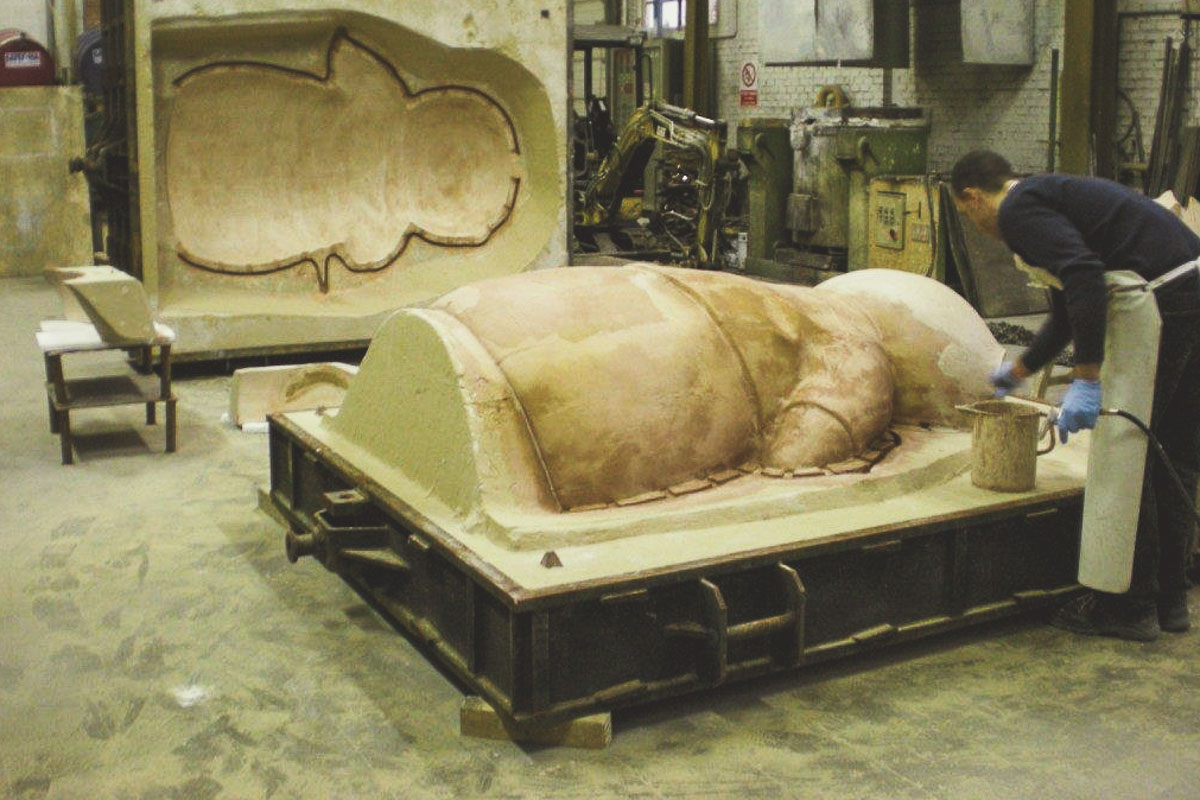
In order to produce large size bronze sculptures we have set up an innovative method, called “Chemical Sand Casting”. This process allows the reproduction of large size sculptures and bas-relief (up to 250 cm) as a single piece therefore requiring fewer welds. We start the process from the plaster model, eliminating the need for a mould nor a wax copy and take an impression directly from the model, supplied by the artist, in sand mixed with a special hardening agent.